Станки для изготовления барельефов по камню
21.11.2025
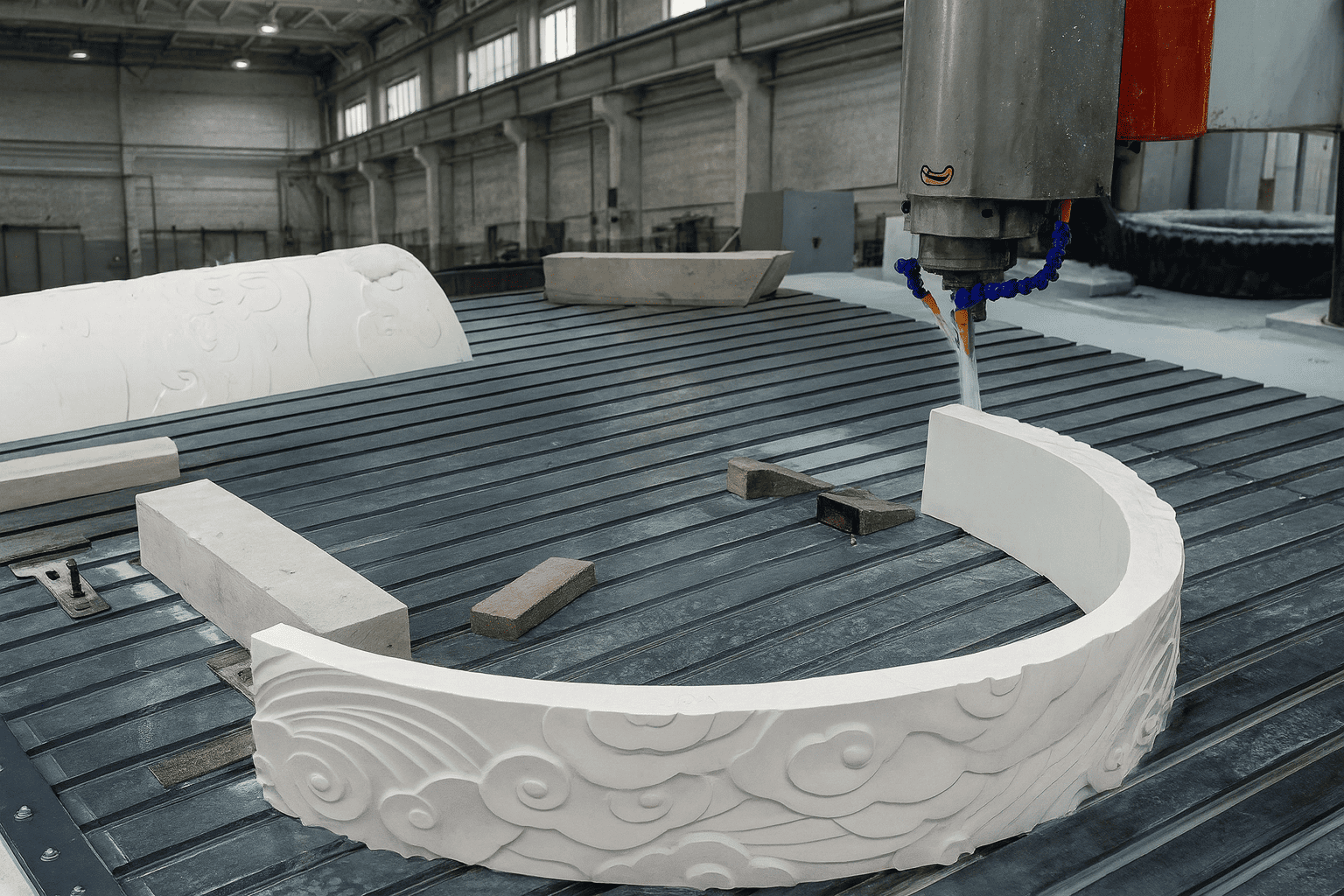
Изготовление барельефов по камню — одна из самых сложных и ответственных задач в камнеобработке. Здесь важна не только точность геометрии, но и художественная выразительность рельефа: плавные переходы, глубина проработки, отсутствие вибрационных «рябей» и ступенчатых переходов. Всё это напрямую зависит от правильно подобранного станка для изготовления барельефов, его кинематики, мощности и программных возможностей.
Выбор «универсального» оборудования наугад часто приводит к проблемам: станок не тянет сложный 3D-рельеф, не хватает хода по оси Z, отсутствуют поворотные оси для глубоких выемок, ЧПУ не справляется с тяжёлыми траекториями. В результате вместо стабильного потока изделий получаем постоянные доводки вручную, перерасход инструмента и сорванные сроки.
Правильно выбранный станок для барельефов позволяет переносить сложные 3D-модели на камень с высокой повторяемостью, работать с разными породами (гранит, мрамор, кварц, базальт), сочетать художественную и техническую обработку. Особенно это актуально для архитектурных фасадов, мемориальной продукции и интерьеров премиум-класса.

Ниже разбираем, какие типы станков подходят для барельефов, какие параметры критичны именно для рельефной обработки, и как конкретные модели из линейки КПД-Техно закрывают разные сегменты задач — от типовых плит с барельефом до крупноформатных 3D-композиций.
Виды станков для изготовления барельефов по камню
| Вид станка | Назначение в контексте барельефов | Особенности | Когда рационален |
| Трёхосевые фрезерно-гравировальные станки по камню | Рельефные панели, надписи, неглубокие барельефы | Обработка по X/Y/Z, без поворотных осей, 2,5D и «плоские» 3D-рельефы | Небольшие и средние мастерские, стандартные барельефы, серийная продукция |
| Четырёхосевые гравировальные станки | Барельефы на длинномерных изделиях, обработка торцов, цилиндров | Добавлена поворотная ось или качающийся узел, расширенные возможности по формам | Производства с комбинированными задачами: барельефы + колонны, балки, профили |
| Пятиосевые обрабатывающие центры | Сложные глубокие барельефы, скульптурные композиции | Одновременная работа по нескольким осям, возможность подлазить в «карманы» рельефа | Премиальные объекты, архитектура и мемориальная продукция высокой сложности |
| Многошпиндельные гравировальные панто-графы | Серийные плитки/панели с одинаковым барельефом | Несколько голов работают параллельно, многопозиционная обработка | Поточное производство, когда один и тот же барельеф нужно тиражировать партиями |
Для изготовления барельефов по камню ключевыми являются фрезерно-гравировальные и обрабатывающие центры с ЧПУ: они позволяют работать по 3D-траекториям, использовать тонкий алмазный инструмент и точно повторять цифровые модели.

Ключевые технические характеристики станка для барельефов
| Параметр | Что означает | Почему критично для барельефов |
| Размер рабочей зоны по X/Y | Максимальные габариты рельефной панели/изделия | Определяет размер барельефа без стыков и «доклеек» |
| Ход по оси Z | Максимальная высота обработки | Важен для глубины рельефа и возможности работать с толстыми заготовками |
| Количество осей | 3, 4 или 5 координат | Чем больше осей, тем сложнее геометрия барельефа доступна без перестановок |
| Мощность шпинделя | Возможность работать по твёрдым породам, диаметр фрез | Недостаточная мощность = срыв подачи, вибрации и «рябь» на рельефе |
| Жёсткость станины и направляющих | Насколько устойчиво станок держит нагрузку | Влияет на отсутствие вибраций и ступенчатости на плоскостях и скатах |
| Система ЧПУ и поддержка CAD/CAM | Возможность работать с 3D-траекториями | Барельефы почти всегда приходят в виде 3D-моделей, нужен стабильный постпроцессинг |
| Система охлаждения и удаления шлама | Подача воды, отвод абразивной пульпы | Охлаждает инструмент, не даёт шламу «замыливать» рельеф и портить мелкие детали |
Для барельефов особенно важен баланс: мощность шпинделя, жёсткая механика, плавное управление и корректно настроенный ЧПУ-комплекс. Даже очень мощный станок с «сырой» кинематикой будет оставлять следы вибраций на плавных участках рельефа.

Конкретные примеры станков для барельефов
Ниже — примеры оборудования из каталога КПД-Техно, которое конструктивно и по характеристикам подходит для изготовления барельефов по камню.
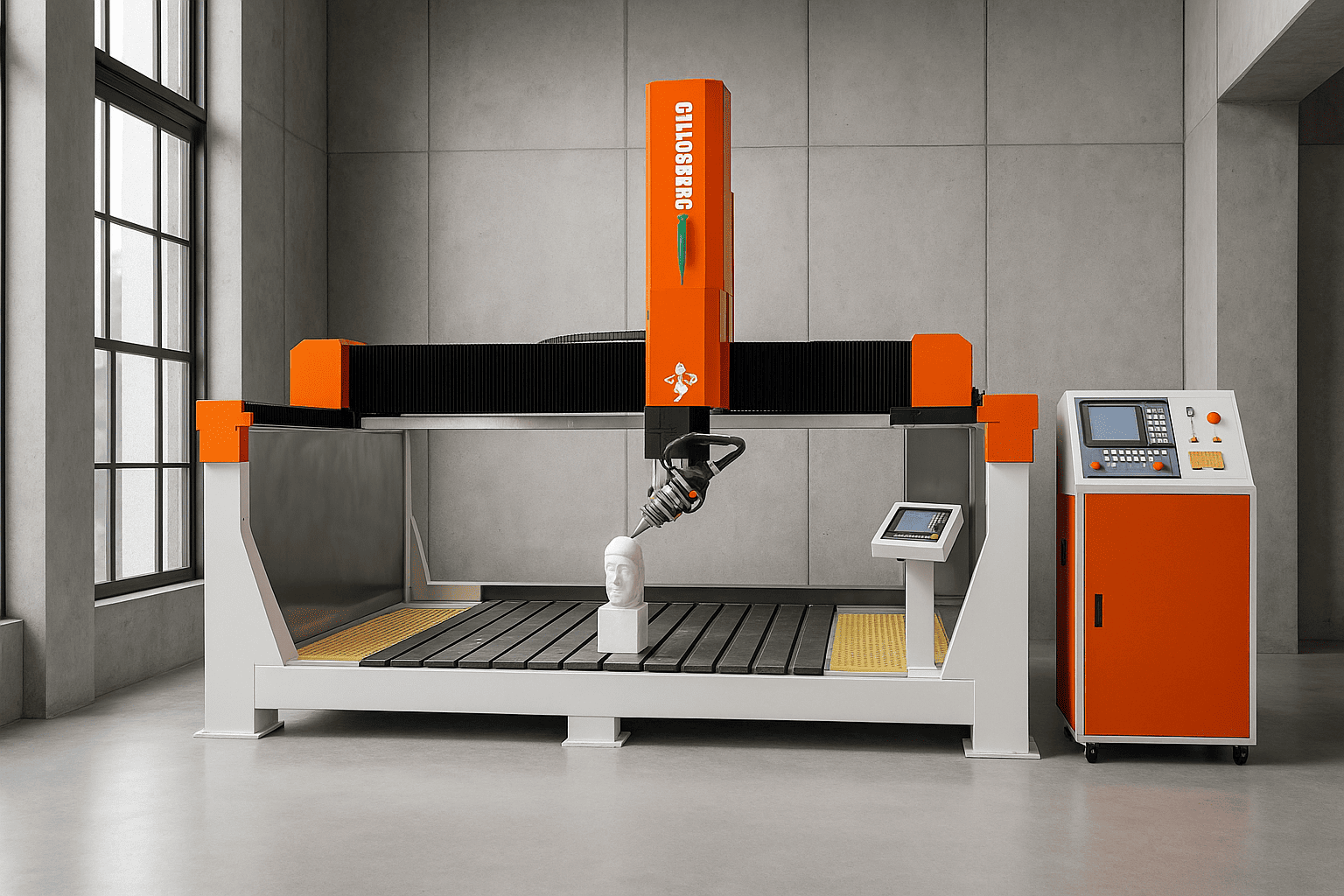
CHAOSHENG CS-B2512-1 — четырёхосевой станок для барельефных панелей
По данным КПД-Техно, гравировальный станок с ЧПУ CHAOSHENG CS-B2512-1 — четырёхосевая машина с рабочей зоной порядка 2500×1200 мм и мощным шпинделем около 7,5 кВт.
Ключевые особенности для барельефов:
- рабочая зона позволяет делать крупные барельефные панели, мемориальные плиты, фасадные элементы;
- усиленная портальная конструкция и серводвигатели по осям дают устойчивость при сложных 3D-траекториях;
- четырёхосевая схема с качательным/маятниковым узлом удобна при обработке длинномерных деталей и сложных профилей;
- станок изначально рассчитан на камень (гранит, мрамор, агломерат) при использовании соответствующего инструмента.
Когда целесообразен:
- мастерские и цеха, которым нужны крупные барельефы на плитах;
- производство мемориальной и архитектурной продукции с рельефом средней глубины;
- когда важна комбинация: гравировка, 2,5D-барельеф, неглубокие 3D-формы на плоских заготовках.
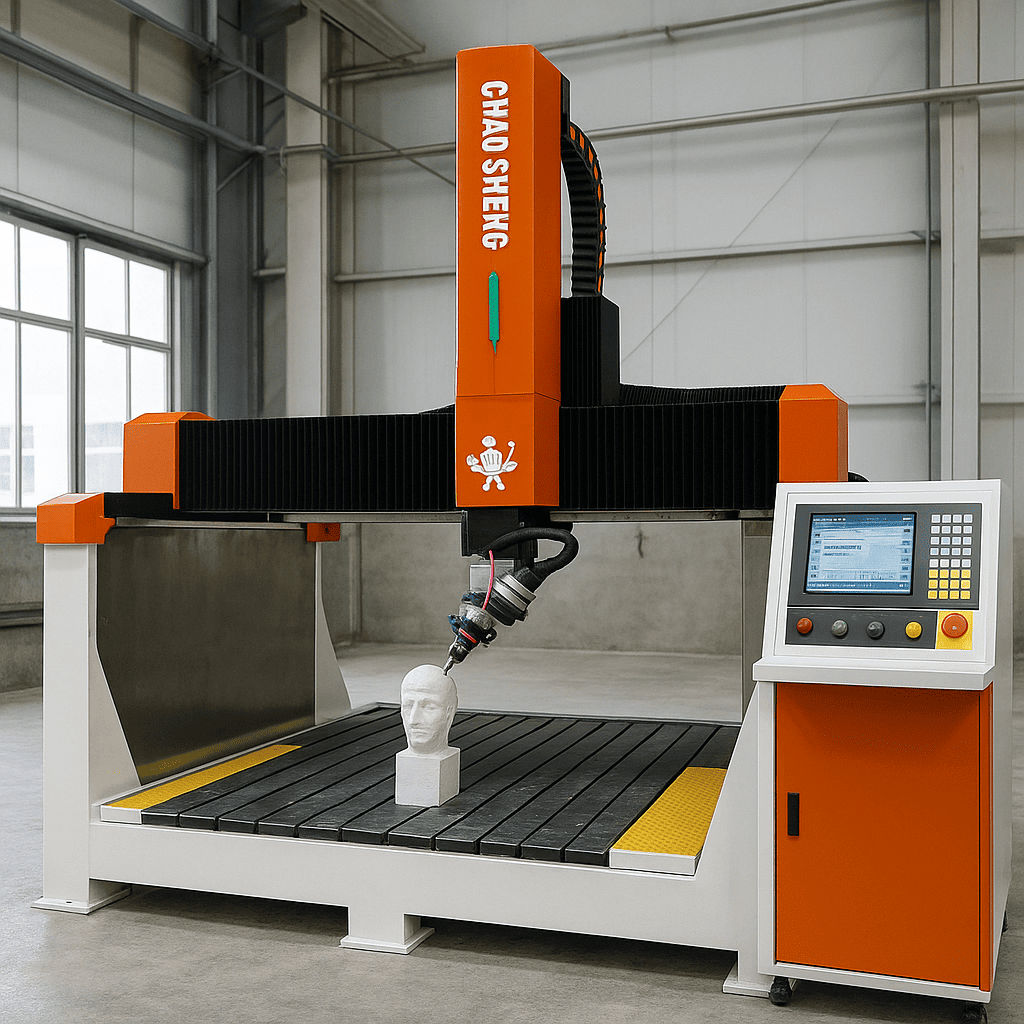
CHAOSHENG CS-150150-SM — пятиосевой центр для глубоких 3D-барельефов
Пятиосевой гравировальный станок CHAOSHENG CS-150150-SM — это уже полноценный камнеобрабатывающий центр для сложных 3D-изделий. Рабочая зона описана как около 1500×1500×1500 мм с поворотными осями, что позволяет подлазить к деталям барельефа под разными углами.
Ключевые моменты:
- пятиосевая кинематика (оси B/C) даёт возможность формировать глубокие, многоплановые барельефы, практически переходящие в полуобъёмную скульптуру;
- мощный шпиндель (до 7,5–15 кВт) и серво-привода по всем осям обеспечивают стабильную обработку твёрдых пород;
- интеграция с CAD/CAM (в т.ч. типовыми системами для 5-осевой обработки) позволяет реализовывать сложные стратегии черновой и чистовой обработки;
- удобен для крупноформатных элементов: фрагменты фасадов, архитектурные порталы, массивные декоративные блоки, глубокие мемориальные композиции.
Когда нужен именно такой уровень:
- премиальные интерьеры/экстерьеры с уникальными композициями;
- сложные барельефы и скульптурные элементы в архитектуре;
- проекты, где обычного 3-осевого рельефа уже недостаточно — нужны глубокие полости, сложные скаты, комбинированная геометрия.
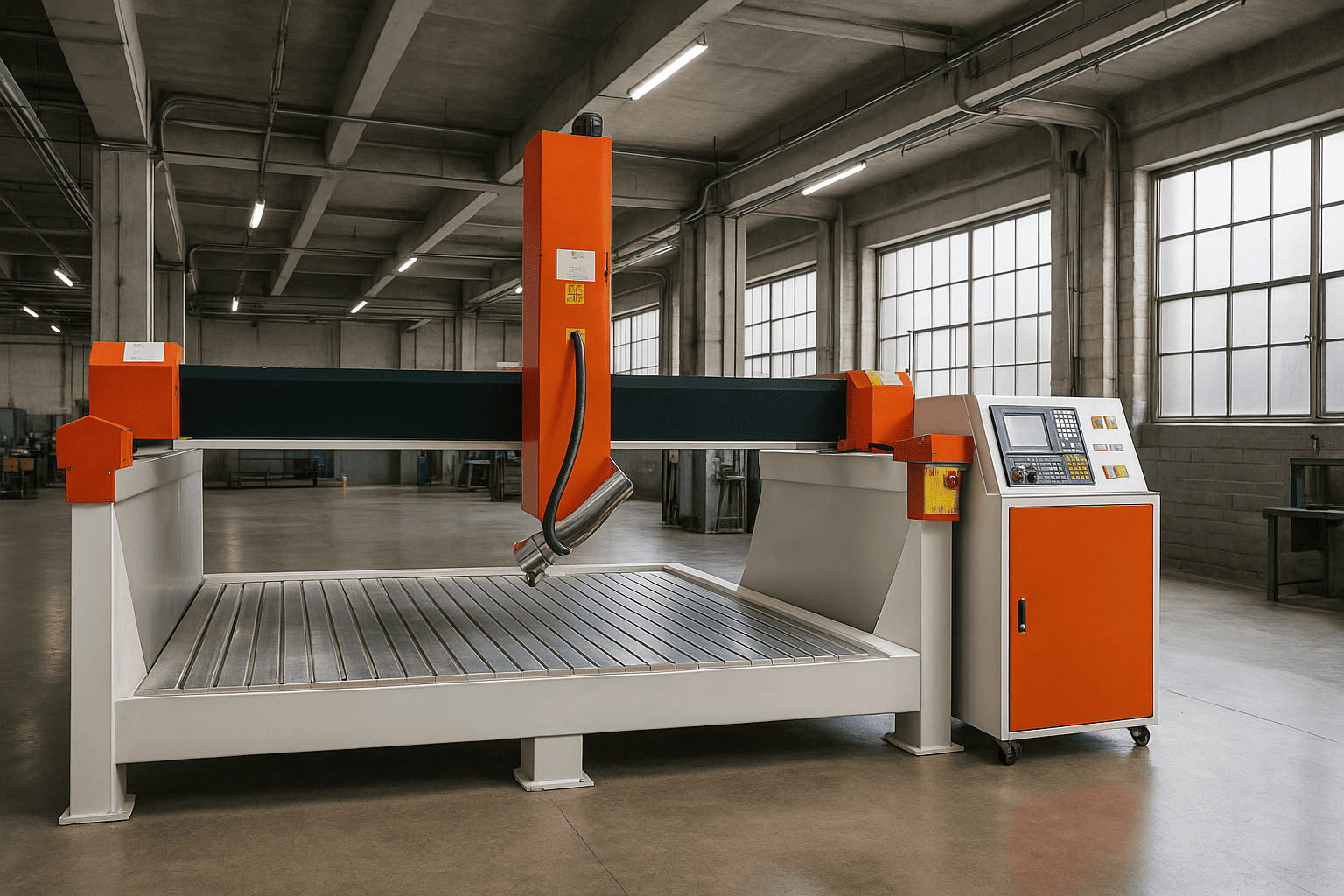
IKCNC TECHNOLOGY IK 3015 — высокоскоростной трёхосевой станок для серийных барельефов
Модель IKCNC TECHNOLOGY IK 3015 позиционируется как высокоскоростной трёхосевой фрезерный станок с рабочим столом около 3000×1500 мм и шпинделем 7,5 кВт с оборотами до 24 000 об/мин.
Для барельефов это даёт:
- возможность делать длинные панно и крупные плиты с барельефом в один установ;
- высокая частота вращения и мощность шпинделя позволяют работать с мелким инструментом и получать чистую поверхность при корректных подачах;
- жёсткая станина, линейные направляющие и сервоприводы уменьшают вибрации и «рябь» на рельефе;
- трёхосевая схема достаточно для большинства классических барельефов (2,5D и «плоских» 3D-рельефов).
Целесообразен:
- для серийного выпуска барельефных панелей типовых размеров;
- когда нужно выжать максимум производительности при работе по плоскости;
- как базовое «рабочее решение» для мастерских, где глубокая пятиосевая обработка пока не нужна, но требуются стабильные 3D-барельефы.
Многошпиндельные гравировальные панто-графы CHAOSHENG
В линейке КПД-Техно есть многоголовые гравировальные панто-графы CHAOSHENG (модели с 4, 6, 8 головами), ориентированные на параллельную обработку нескольких заготовок.
Чем полезны для барельефов:
- позволяют одновременно вырезать одинаковые барельефы на нескольких плитках или панелях;
- удобны для серийных заказов: повторяющиеся элементы фасадов, модульные панно, серийная мемориальная продукция;
- при грамотно отлаженном техпроцессе обеспечивают одинаковое качество по всем позициям.
Сравнительная таблица примеров станков для барельефов
| Модель | Оси | Рабочая зона (приблизительно) | Особенности для барельефов | Назначение |
| CHAOSHENG CS-B2512-1 | 4 | 2500 × 1200 мм | Портальная конструкция, мощный шпиндель, маятниковый узел, работа с плитами | Крупные барельефы на плитах, архитектура, мемориал |
| CHAOSHENG CS-150150-SM | 5 | до 1500 × 1500 × 1500 мм | Пятиосевая обработка, поворотные оси, глубокие 3D-рельефы | Сложные барельефы, полуобъёмная скульптура, премиальные проекты |
| IKCNC TECHNOLOGY IK 3015 | 3 | 3000 × 1500 мм, Z до ~400 мм | Высокоскоростной шпиндель, жёсткая кинематика, трёхосевой 3D | Серийные барельефные панели, стандартные 2,5D-рельефы |
| Многошпиндельные панто-графы CHAOSHENG | 3 | Зависит от конфигурации | Несколько голов, параллельная обработка плит | Массовые тиражные барельефы, типовые орнаменты |
- Для мощной универсальной работы по плитам с рельефом оптимален четырёхосевой CHAOSHENG CS-B2512-1.
- Для максимально сложных 3D-барельефов и скульптурных форм — пятиосевой CHAOSHENG CS-150150-SM.
- Для серийных панелей и высокой производительности — трёхосевой IK 3015.
- Для массового тиражирования одинаковых рельефов — многоголовые панто-графы.
Частые ошибки при выборе станка для изготовления барельефов
- Ориентироваться только на размер стола, игнорируя ход по оси Z.
Барельеф может быть формально «плоским», но глубина выборки и толщина заготовки требуют существенного хода по Z. Если его мало — часть рельефа невозможна, приходится «урезать» дизайн или городить много переустановок. - Выбирать станок без учёта уровня детализации барельефа.
Для мелкого орнамента и тонкой проработки нужны стабильные высокие обороты шпинделя, жёсткая кинематика и поддержка малых подач. Если станок «заточен» под грубый раскрой, на рельефе появятся ступени и «рябь». - Экономить на количестве осей там, где требуются сложные формы.
На трёхосевом станке можно сделать очень многое, но глубокие ниши, обратные уклоны и сложные перепады часто требуют 4–5 осей. Попытки «выкрутиться» переустановками увеличивают риск ошибок и брака. - Не учитывать тип камня при выборе мощностей и конструкций.
Гранит и кварц требуют более мощных шпинделей и жёстких станин; мягкий мрамор — бережного обращения и плавной кинематики. Универсальный подход «одним станком всё» без запаса по мощности приводит к срывам подачи и низкому качеству. - Подбирать станок без анализа CAM-цепочки.
Даже лучший по механике станок бесполезен, если нет адекватного пути от 3D-модели до управляющих программ. Отсутствие соответствующего CAM-ПО или поддержки нужных форматов у ЧПУ приводит к ручной правке кода и ошибкам. - Игнорировать сервис и наличие запчастей.
Сложные станки для барельефов работают в тяжёлом режиме. При отсутствии сервиса и запасных частей любой износ по направляющим, приводам или ЧПУ приводит к долгим простоям и срывам сроков. - Выбирать многоголовые станки без реальной загрузки.
Многошпиндельные панто-графы логичны только при больших сериях одинаковых барельефов. Если заказы штучные и каждый раз разные, лишние головы будут простаивать, а окупаемость растянется. - Считать, что «любой ЧПУ-станок» подходит для барельефов.
Важна не только надпись «с ЧПУ», но и сочетание: точность, жёсткость, стабильность, программные возможности, эргономика установки заготовок. Станок под чисто раскрой или сверление стекла/металла совершенно не обязательно подходит под художественный камень. - Не закладывать место и условия под установку.
Пятиосевые центры и крупные портальные станки требуют пространства, нормального фундамента, подвода воды и удобной логистики заготовок. Установка «впритык» без подходов, подъёмных средств и нормальной вентиляции — источник постоянных проблем. - Недооценивать обучение операторов и технолога.
Барельефы — это всегда комбинация 3D-модели, CAM-стратегии и реальных режимов обработки. При отсутствии подготовленного персонала даже идеальный станок для барельефов будет выдавать нестабильный результат.
Вопросы и ответы
- Нужен ли обязательно пятиосевой станок для изготовления барельефов по камню?
Нет. Большую часть «классических» барельефов можно делать на трёх- или четырёхосевых станках, если разумно построить траекторию. Пятиосевая машина (как CHAOSHENG CS-150150-SM) нужна, когда появляются глубокие карманы, сложные нависающие участки и переход к полуобъёмной скульптуре. - Четырёхосевой станок сильно выигрывает у трёхосевого в барельефах?
Для плоских панелей — не всегда. Но при обработке торцов, длинномерных элементов, колонн, фигурных кромок четвёртая ось заметно расширяет возможности. Пример — CS-B2512-1 с возможностью работать по длинномерным заготовкам. - Какой минимально разумный ход по оси Z для барельефов?
Зависит от задач, но практически 200–300 мм — нижняя граница, ниже которой серьёзная 3D-обработка по камню становится проблемной. Для глубокой скульптурной работы, как у пятиосевых центров, ход по Z может доходить до 1000–1500 мм. - Чем высокоскоростной трёхосевой станок интересен именно для барельефов?
Высокая частота вращения шпинделя (как у IK 3015 — до 24 000 об/мин) позволяет работать с малым инструментом и получать чистые поверхности с минимальной последующей доводкой, что важно для мелкой детализации. - Можно ли делать барельефы на станке, который изначально рассчитан на плитный раскрой?
Часто нет или очень ограниченно. Раскроечные мостовые пилы заточены под прямолинейные траектории и грубый рез, а не по плавные 3D-рельефы. Для барельефов нужны фрезерно-гравировальные центры с ЧПУ. - Какой станок логичнее брать первой покупкой под барельефы — трёхосевой или пятиосевой?
Если вы только входите в тему и делаете преимущественно панели, логично начать с трёх- или четырёхосевого станка среднего формата (как IK 3015 или CS-B2512-1): проще внедрить, дешевле оснастка и обучение. Пятиосевой центр рационален, когда уже есть поток сложных 3D-заказов. - Можно ли одним станком закрыть и барельефы, и обычные задачи по камню (столешницы, ступени)?
Да, особенно если рабочая зона и мощность шпинделя позволяют. Многие фрезерно-гравировальные станки для камня успешно совмещают художественную и утилитарную обработку, при условии правильной оснастки и режимов. - Насколько важна система охлаждения при работе с рельефами?
Крайне важна. Без воды инструмент перегревается, связка алмазов деградирует быстрее, а мелкая пыль забивает рельеф, ухудшая качество поверхности. Нормальная водяная система — обязательное условие для стабильной работы. - Какая мощность шпинделя достаточна для барельефов по мрамору и граниту?
Для мрамора можно работать и шпинделями 3–5 кВт, для гранита и кварца комфортнее 7,5 кВт и выше, особенно если используется небольшой диаметр инструмента и требуется стабильная подача на глубине. - Чем пятиосевые станки сложнее в эксплуатации?
Помимо более сложной кинематики, требуется продуманная CAM-цепочка, понимание ограничений по ориентации инструмента, приёмы избегания столкновений. Ошибки в программе на пятиосевом станке потенциально дороже, чем на трёхосевом. - Можно ли использовать один и тот же инструмент для разных пород камня?
Частично — да, но ресурс и качество сильно зависят от совпадения инструмента с материалом. Для твёрдых пород (гранит, кварц) логично применять более стойкие алмазные инструменты, для мрамора — более «мягкие», чтобы не выкрашивать материал. - Что важнее для качества барельефа — сам станок или CAM-программа?
Это «связка». Плохой CAM на хорошем станке отдаст ступенчатые траектории и лишние проходы, а хороший CAM на слабом или «разболтанном» станке всё равно даст рябь. Надо одновременно смотреть и на оборудование, и на программный комплекс. - Нужен ли отдельный технолог под барельефы?
Желательно. Это человек, который отвечает за связь между 3D-моделированием, CAM-стратегиями и реальными режимами резания. В небольших мастерских эту роль совмещает программист ЧПУ или ведущий оператор. - Какие CAM-стратегии обычно применяются для барельефов?
Чаще всего связка: черновая 3D-обработка большим инструментом с крупным шагом, затем один или несколько чистовых проходов по рельефу с уменьшенным шагом (параллельные проходы, радиальные, по контуру и др.). Важно не экономить на чистовой стадии. - Как понять, что станок не справляется с барельефом по параметрам?
Признаки: постоянные «срывы» по координатам, вибрация на дугах, прыжки по траектории, перегрев шпинделя, необходимость сильно занижать подачу. Это сигнал, что либо мощность/жёсткость не хватает, либо настройки ЧПУ не соответствуют задаче. - Имеет ли смысл брать многоголовой панто-граф, если заказы пока нестабильные?
Обычно нет. Такие станки раскрываются, когда есть поток одинаковых изделий. При штучных и разовых заказах проще и экономичнее использовать одиночный шпиндель с быстрой переналадкой. - Можно ли на пятиосевом центре заменить пять осей «режимом трёх осей», если нужно только плоский барельеф?
Да, большинство пятиосевых станков поддерживают работу в «ограниченных» режимах (3+2, чистые 3 оси). Это удобно, когда в одном проекте есть и простые, и сложные изделия. - Насколько критична точность позиционирования для барельефов?
Визуально барельеф «прощает» десятые доли миллиметра, но при сложной многопозиционной обработке ошибка накопится и даст ступеньки на стыках. Поэтому лучше ориентироваться на точность в районе 0,05–0,1 мм для серьёзных проектов. - Можно ли обойтись без автоматической смазки?
Теоретически можно, но при интенсивной работе автоматическая смазка направляющих и винтов сильно продлевает ресурс и стабилизирует геометрию станка. Для станков, работающих с камнем, это особенно актуально из-за абразивности шлама. - Как учитывать будущий рост задач при выборе станка?
Рационально брать станок с небольшим запасом по размеру зоны обработки, мощности и возможностям по осям, особенно если вы планируете переходить от простых барельефов к более сложным и объемным изделиям. Это дешевле, чем полностью менять парк через 2–3 года.
Отзывы о станках для изготовления барильефов
- Москва, архитектурное бюро, фасадные панели с барельефом.
Перешли с ручной гравировки и простого трёхосевого фрезера на четырёхосевой станок, аналогичный CHAOSHENG CS-B2512-1. Начали делать крупные фасадные барельефы на плитах 2400×1000 мм в один установ. Мини-совет: при работе с фасадами сразу закладывайте формат плит под размер рабочей зоны станка. - Санкт-Петербург, мастерская интерьеров, декоративные панели из мрамора.
Используют высокоскоростной трёхосевой станок формата 3000×1500 мм (класс IKCNC IK 3015). Для барельефов в интерьерах важна мелкая детализация, поэтому тщательно подбирают связку «CAM-стратегия + фреза + обороты». Мини-совет: делайте тестовые участки барельефа на обрезках того же камня. - Екатеринбург, мемориальное производство, гранитные барельефы на стелах.
Им оказалось достаточно четырёхосевой машины: рельеф — неглубокий, но сложный по рисунку. Важной стала жёсткая станина и стабильная подача, чтобы избежать «рябья» на фоне. Мини-совет: уделяйте внимание состоянию направляющих и отсутствию люфтов. - Новосибирск, производитель скульптурных элементов, 3D-барельефы на колоннах.
Перешли на пятиосевой центр уровня CS-150150-SM. Раньше делали всё на трёхосевике с постоянными переустановками. Сейчас большинство деталей обрабатывается за один-два установа. Мини-совет: пятиосевой станок раскрывается только с грамотным CAM-подходом. - Краснодар, мастерская дизайнерского камня, барельефные панно для частных домов.
Работают на трёхосевом станке, но в сочетании с продуманной оснасткой и фиксацией заготовок. Для крупных панно делают сборку из нескольких плит, стыки «прячут» в рисунке. Мини-совет: на этапе моделирования сразу думайте, где будут стыки панелей. - Казань, производитель модульных барельефных плит для фасадов.
Поставили многоголовый панто-граф: один и тот же барельеф идёт партиями по 8 плит. Производительность выросла кратно. Мини-совет: многоголовые машины имеют смысл, только если вы уверены в стабильных повторяющихся заказах. - Челябинск, мастерская по мрамору, классические барельефы для интерьеров.
Используют трёхосевой станок, но очень тщательно ведут журнал режимов под разные камни и инструменты. Благодаря этому избегают «проб и ошибок» при каждом новом заказе. Мини-совет: создавайте свою базу режимов под реальные материалы. - Самара, цех по граниту, мемориальные комплексы с рельефными элементами.
После перехода на более мощный шпиндель на станке сумели увеличить глубину рельефа, не теряя качества. Мини-совет: при частой работе по граниту не экономьте на мощности шпинделя и качестве алмазного инструмента. - Ростов-на-Дону, студия художественного камня, авторские барельефы.
Столкнулись с проблемой мелкой «пилообразности» на наклонных плоскостях. Решение — уменьшение шага по траектории в CAM и правильная фильтрация траекторий. Мини-совет: качество рельефа часто решается в CAM, а не только в станке. - Воронеж, предприятие фасадных систем, барельефы по керамограниту.
Для керамогранита особенно критичным стало охлаждение и отвод шлама. Перешли на более интенсивную подачу воды и регулярную чистку. Мини-совет: керамогранит требует дисциплины по охлаждению и уборке. - Пермь, мастерская лестниц, барельефы на подступенках.
Используют четырёхосевой станок, обрабатывая и плоскость ступени, и торцы с рельефом. Мини-совет: четвёртая ось заметно расширяет архитектурные возможности без перехода в полноценную пятиось. - Иркутск, производитель интерьерных панно, барельефы по кварцевому агломерату.
Сначала пытались работать на недостаточно мощном станке — постоянные срывы и перегрев. После замены на более мощный трёхосевой центр проблема ушла. Мини-совет: агломерат по нагрузке часто ближе к граниту, чем к мрамору. - Омск, мастерская авторских каменных картин.
Работают на одном трёхосевом станке, но много внимания уделяют фиксации заготовок и корректной высоте инструмента. Мини-совет: неверная установка нуля по Z на барельефе — самый быстрый путь испортить изделие. - Тюмень, производитель порталов и каминов с рельефом.
Используют четырёхосевой станок для обработки сложных профилей наличников и декоративных вставок. Мини-совет: заранее делайте 3D-модели узлов и проверяйте возможности станка по осям. - Нижний Новгород, крупный камнеобрабатывающий цех.
Внедрили пятиосевой центр, но сначала использовали его только в режиме трёх осей. Постепенно освоили сложные 5D-траектории и разгрузили участок ручной шлифовки. Мини-совет: внедрение сложного станка можно начинать с простых режимов. - Уфа, мастерская скульптур, рельефные элементы на постаментах.
Работают на пятиосевой машине, вырезая глубокие сцены и фигуры. Мини-совет: при работе с массивными заготовками тщательно планируйте последовательность черновых и чистовых проходов, чтобы избежать вибраций на «тонких» участках. - Ярославль, небольшая мастерская памятников.
Взяли станок среднего формата, ориентируясь на стандартный размер стел. Главное открытие — качество барельефа зависит не только от станка, но и от обученного оператора. Мини-совет: вложите время в настройку и обучение, не ждите «кнопки бабло». - Калуга, цех художественного камня, религиозные барельефы.
Важна стабильность и повторяемость: один и тот же сюжет в разных размерах. Настроили шаблоны в CAM и связали их с библиотекой инструментов. Мини-совет: стандартизируйте всё, что повторяется. - Вологда, мастерская дизайнерских кухонь, рельефные фартуки.
Работают на трёхосевом высокоскоростном станке: рельеф относительно неглубокий, но с большим количеством мелких деталей. Мини-совет: для мелкой детализации лучше сделать два-три чистовых прохода помельче, чем один грубый. - Калининград, студия комплексного дизайна, барельефы для общественных пространств.
Проекты разнообразные, от простых панелей до сложных 3D-композиций, поэтому используют комбинацию: трёхосевой станок для стандартных задач и пятиосевой центр для «звёздных» проектов. Мини-совет: иногда эффективнее иметь два разных по классу станка, чем один «золотой» и постоянные очереди к нему.
Чек-лист по выбору станка для изготовления барельефов по камню
| Критерий | Да/Нет | Комментарий |
| Определены основные материалы (гранит, мрамор, кварц, керамогранит и др.) | ||
| Понятен максимальный размер барельефа по X/Y и толщина заготовки | ||
| Зафиксирован минимально необходимый ход по оси Z с запасом | ||
| Выбран класс станка: 3, 4 или 5 осей под реальные задачи | ||
| Рассчитана требуемая мощность шпинделя под самые «тяжёлые» материалы | ||
| Уточнены требования к детализации и качеству поверхности | ||
| Проверена поддержка CAM-ПО и нужных форматов файлов (G-код, NC и др.) | ||
| Оценена жёсткость конструкции и тип направляющих/приводов | ||
| Продумана система охлаждения и удаления шлама | ||
| Есть представление о расходе и стоимости инструмента (алмазные фрезы и т.п.) | ||
| Учитываются требования к фундаменту, подводу воды, вентиляции | ||
| Проработан вопрос сервиса и поставки запчастей | ||
| Запланировано обучение операторов и технолога по 3D-барельефам | ||
| Оценён возможный рост: переход к более сложным 3D-изделиям |
Итог
Станки для изготовления барельефов по камню — это не просто «ещё один ЧПУ-станок», а специализированное оборудование, к которому предъявляются особые требования по жёсткости, точности, кинематике и программным возможностям. Ошибка на этапе выбора оборачивается либо ограничениями по геометрии и качеству рельефа, либо постоянными доработками и перерасходом инструмента.
Логичный подход — чётко определить, какие барельефы вы делаете: по размеру, глубине, материалу и уровню детализации, а затем подобрать класс станка (3, 4 или 5 осей) и конкретную модель под эти задачи.
Примеры из линейки КПД-Техно показывают, что можно выстроить эволюцию: от трёхосевого высокоскоростного центра для серийных панелей (IK 3015) до четырёхосевых машин для плит с рельефом (CS-B2512-1) и далее до пятиосевых центров для сложных 3D-композиций (CS-150150-SM).
Чем точнее вы сформулируете требования к будущим барельефам и производству в целом, тем проще выбрать станок, который не просто «умеет резать камень», а действительно создаёт стабильный, прогнозируемый и красивый рельеф с минимальной долей ручного труда.